



6、送料长度尺寸由光栅尺检测定位,光栅尺检测有效范围500mm。
7、昆仑DOP人机界面支持双通讯口联机功能,可同时连接2种不同通讯格式的控制器,架构多机联机网络。
8、台达DVP可编程控制器,全自动控制。
9、送料长度检测深圳埃莫特光栅尺。
10、材料夹紧采用油缸夹紧。
11、可同时叠加多根材料锯切。
12、线速度根据不同材料锯切,给定不同线速度,达到不同的锯切效率。
GB4250主要特点:
切削速度液压控制,无极调速
导向块结构科学合理,延长锯条的使用寿命
双立柱结构,操作平稳
锯切稳定,精度高
数控带锯床送的材料尺寸不准的原因:金属带锯床更换全新的带锯条锯齿很锋利,为了能够承受双金属带锯条工作时候的锯切压力,必须对新锯条齿部加以磨合,使其形成一个圆弧面从而保护齿部,未经磨合的锯齿在高压下切割,会破损齿尖的组织,缩短带锯条的使用寿命。 对一条新的带锯进行适当的磨合加工,将能极大地增加锯条的使用寿命,按照客户切割的材料种类,公司的技能晋级及商品结构调整资金来源主要是靠自我堆集
选择合适的转速,如何磨合新锯条呢?首先降低进给量,将切割速度降低到正常切割速度的%%,切割需要在低速下进行,确保锯齿切出铁屑,当锯条全部进入到工件后,可以稍加大进给量,之后的每次锯切,逐步加大进刀速度,直到达到正常的锯切速度,如果噪音或者振动幅度很大,则需要对转速进行小幅度调整。别的普遍存在切削功率低的疑问和锯切成批量资料时加工精度不疑问这些疑问致使切削功率低的疑问究其原因在进给切削时。

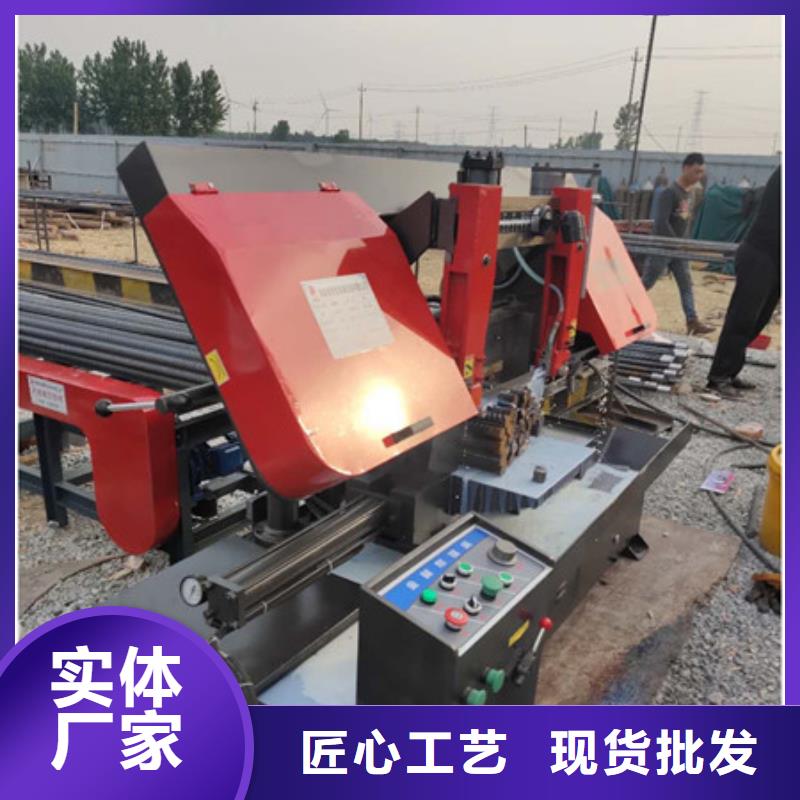
右侧为冷却切削液箱及水泵床身为铸铁件,固定在底座上,立柱由一大小圆柱组成,大圆立柱作为锯架动的导轨,是用以支撑锯梁上下升降运动,并保证的导向,小圆柱起辅助作用,从而保证锯条的正常切削。中间为夹料虎钳和手动送料机构,虎钳前方连接有承接成品件的工作台,左侧的装置为丝杆穿过液压油缸杆内孔,转动手轮或按动按钮,使左钳口左右运动。2:适用:主要应用于机械,锻造,加工等的下料。
1、全自动数控卧式带锯床是公司开发的新型光机电一体化设备,产品集国内外同类产品之精华,科技含量高,具有高自动化程度、高锯切精度和率等显著特点,是大批量下料的理想设备。
2、本产品大量应用先进成熟的数控技术,以可编程的PLC控制器替代常规电器控制,大大提高锯床的工作可靠性;以数字光栅尺为核心的送料控制系统,实现了送料的高精度;具有人机对话功能的“人机界面”操作面板可实现档案管理,多组程序预设,使操作更加智能化,机械操作极为简便且效率卓越;产品尚属国内首创,产品各项技术指标处于国内领先并达到国际同类产品先进水平。批发钢筋带锯床_诚信企业 <淮南>建贸机械设备有限公司
数控带锯床送的材料尺寸不准的原因:金属带锯床更换全新的带锯条锯齿很锋利,为了能够承受双金属带锯条工作时候的锯切压力,必须对新锯条齿部加以磨合,使其形成一个圆弧面从而保护齿部,未经磨合的锯齿在高压下切割,会破损齿尖的组织,缩短带锯条的使用寿命。 对一条新的带锯进行适当的磨合加工,将能极大地增加锯条的使用寿命,按照客户切割的材料种类,公司的技能晋级及商品结构调整资金来源主要是靠自我堆集
选择合适的转速,如何磨合新锯条呢?首先降低进给量,将切割速度降低到正常切割速度的%%,切割需要在低速下进行,确保锯齿切出铁屑,当锯条全部进入到工件后,可以稍加大进给量,之后的每次锯切,逐步加大进刀速度,直到达到正常的锯切速度,如果噪音或者振动幅度很大,则需要对转速进行小幅度调整。别的普遍存在切削功率低的疑问和锯切成批量资料时加工精度不疑问这些疑问致使切削功率低的疑问究其原因在进给切削时。
 jmc
jmc
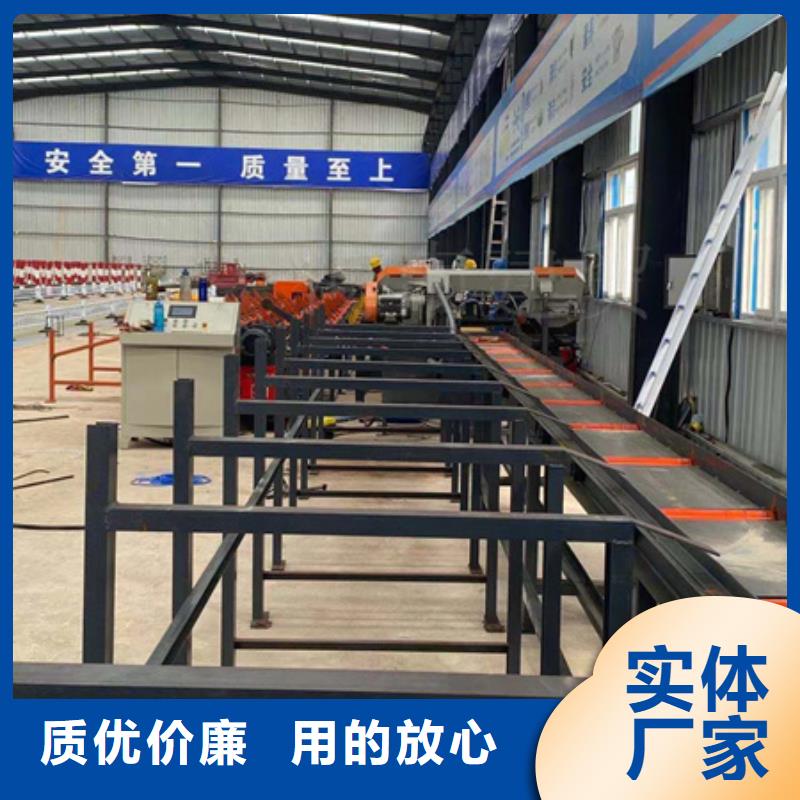
数控锯床设备特点全自动数控锯床,适用于批量生产连续切割。采用PCL控制系统可设置组不同数据连续切割。触摸屏操作,人机界面取代传统按钮控制面板。手动与自动双功能选择。采用拉线尺控制送料长度,精度高。在锯切中遇到锯带断裂或电机出现过载,都会自动且自动停。技术参数大锯切能力圆管mm方管*mm主电机功率KW液压电机功率KW水泵电机功率KW锯带线速度//m/min送料行程mm送料行程可根据要求定做。
中间为夹料虎钳和手动送料机构,虎钳前方连接有承接成品的工作台,左侧的装置为丝杆传过液压加紧油缸内孔,转动手轮或按住按钮,使左钳口左右运动。锯梁和传动机构,由厚钢板切割成形焊接而成,具有较强的刚性,其右后侧固定有涡轮箱,箱内的涡轮于锯梁上面的轮固接,二者同步,左侧为锯条的回转运动,由主电机皮带轮涡轮付经两级变速将驱动传递到轮,再由轮锯条驱动被动轮来实现的,锯条运转速度共三挡。性能特点本机采用台湾技术,双立柱结构,保证导向精度,锯削稳定可靠。

带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:
人工送料
通过人工利用送料架将材料送到锯切位置,手动或利用锯床定尺测量需锯切的尺寸,这种方式适合于小规格材料。
<淮南>建贸机械设备有限公司易切钢为%,度钢为%,其他资料为%。 切削液的运用要注意以下几点:)为避免切削液因化学改变,下降功用,运用机床切削液的容器:管路、水泵,要用金属清洗剂完全清洗,并用自来水冲刷,再用洁净棉纱抹洁净。(不能用洗衣粉、皂水清洗)。)直接用自来水和清洁水配制,不必加热和其它处理。)定时查看切削液是否发霉、发臭、铲除杂物、铁屑,必要时替换切削液
带锯床油一热液压柱升不起来的原因分析
带锯床液压油在使用过程中会因摩擦、外力作用等因素造成油温升高,油温升高之后液压油粘度下降,达不到原有标准,在液压油油温升到度以上时液压油基本无常工作。液压油油温升高粘度下降后,液压柱下降过程不受影响,因为油液处于释放状态,液压柱靠重力作用即可下降;液压柱上升过程中液压油需通过油泵所施加压力将压力传递至油缸活塞上将液压柱顶起,但油温升高后粘度下降,无法达到正常的压力传递,带锯床液压柱上升缓慢或无法上升;